 ULS-231 桌面式精密激光锡焊
ULS-231 桌面式精密激光锡焊 ULS-81S旋转恒温精密激光锡
ULS-81S旋转恒温精密激光锡 ULS-OL-81SP 在线式锡膏激光
ULS-OL-81SP 在线式锡膏激光 CR520双工位自动焊锡机
CR520双工位自动焊锡机传统-烙铁锡丝锡焊工艺的焊接过程

革新-激光锡丝锡焊工艺的焊接过程

2. 元件保护
传统-烙铁接触焊接
烙铁焊接时,烙铁头会对产品施加下压力,产生机械应力,并且容易造成产品的表面刮损。
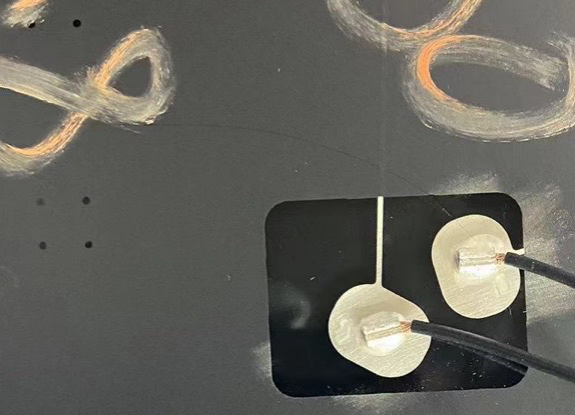
革新-激光非接触焊接
激光焊接时,不会对产品造成机械损伤,并且可以在焊接过程释放应力。
3. 热量传递
传统-烙铁热传导
热传导加热方式决定了实现焊接必须要将烙铁与焊点进行接触。在焊接一些表面比较复杂的工件时,烙铁焊由于烙铁头和送丝装置占用空间较大,工件表面的元器件极易与其发生干涉。
烙铁的热量呈扩散性,热传导的加热方式效率较低,导热效率直接受接触压力及接触面积影响,焊接品质难以控制。

革新-激光表面辐射加热
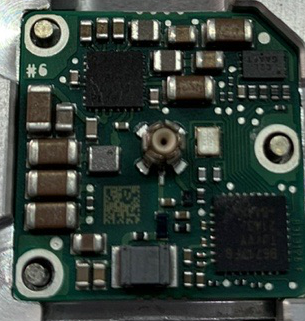
激光只对光斑所照射到的部分进行加热,加热效率较高,并能有效减小对焊点周围器件的影响。
激光焊锡送丝装置占用的空间较小,不易发生干涉现象,并且可以自由调整光斑大小,以适应不同焊点的加工需求。
4. 焊接温度
传统-烙铁单一焊接温度
烙铁只能设定单一焊接温度,且此温度只是烙铁头温度,由于采取接触式测量方法,焊盘实际温度无法准确获取。

革新-激光绘制温度曲线
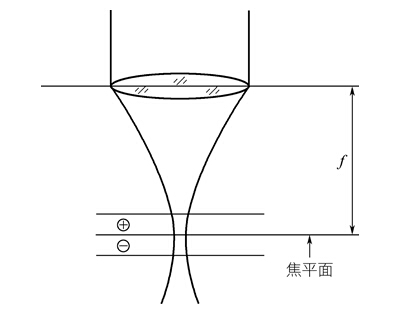
可无限分段绘制焊接温度曲线,通过实时测量焊点温度来控制激光辐射到的焊盘的能量,对于提升焊接一致性,抑制炸锡有很大的帮助。
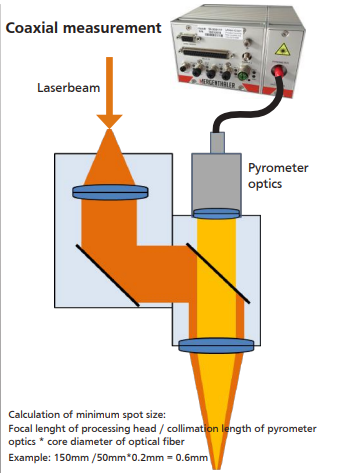
将每秒一万次以上温度测量频率的红外测温仪集成进镜头光路,实时检测焊点温度,利用PID算法来实时调整激光器输出功率。与此同时,相机也集成进同轴激光镜头,可实时显示焊接图像视频,配合激光控制软件自动保存焊接录像。
革新-光束整形与均质化
通常激光PUMP产生的激光能量呈高斯分布,激光束整形和激光束轮廓的均匀化是改善激光锡焊工艺结果的重要工具。
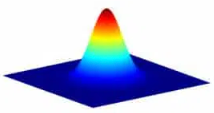
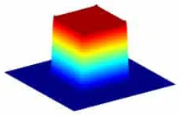
高斯光束-能量呈高斯分布 平顶光束-能量均匀分布
平顶激光束是指在某一光束形状中强度剖面均匀的光束,在各边缘处急剧下降,与大多数激光束的高斯光束剖面不同,其高斯点的宽度(高于工艺阈值)与能量成正比,而平顶激光束剖面的特点是,能量与阈值之上的光点尺寸之间几乎没有任何依赖关系,这使得平顶光束剖面在许多激光工艺中应用。
革新-光束整形与均质化
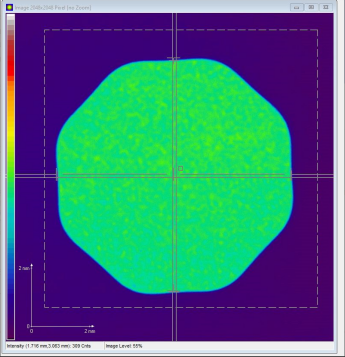
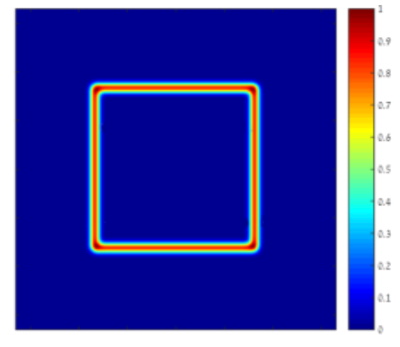
对于光束整形与均质化,使用六角形或八角形特殊光纤的同时,还使用特殊的光学元件:微透镜阵列或DOE(衍射光学元件)或ROE(反射光学元件),以获得几乎完美的TOP-HAT轮廓聚焦,同时这也允许创建几乎任何几何图形。

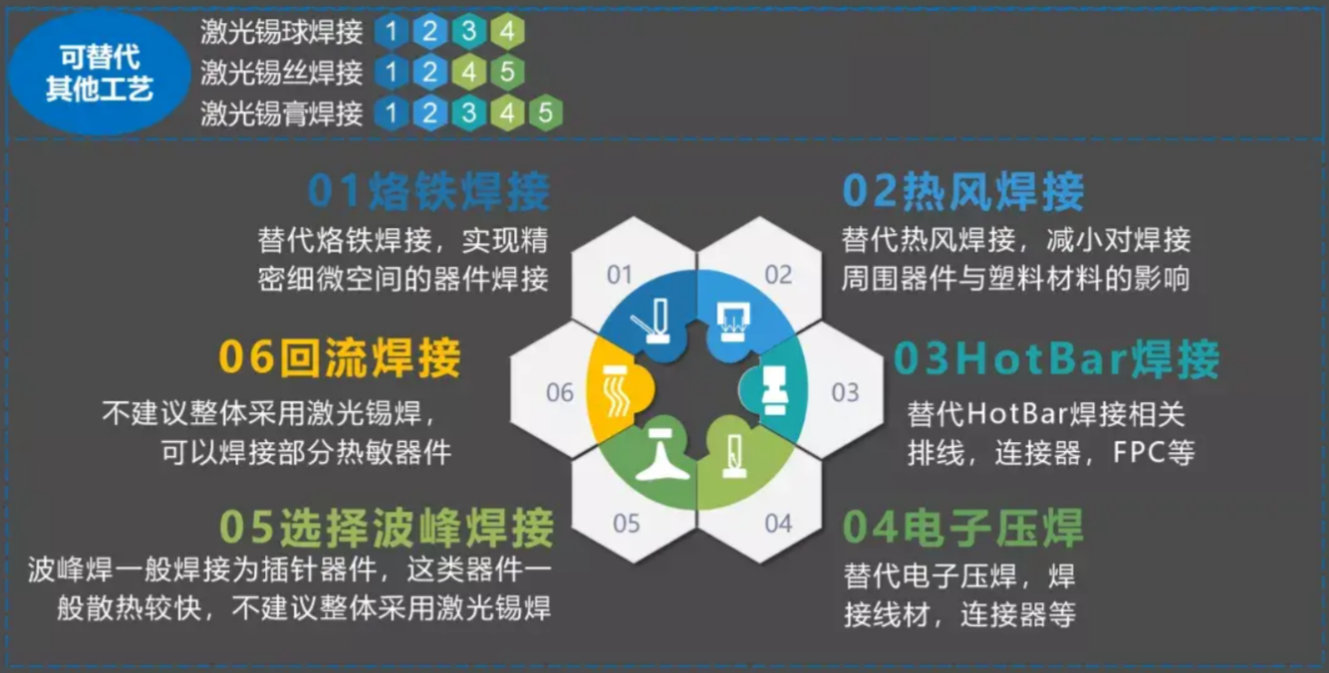
革新-激光锡焊可替代工艺