
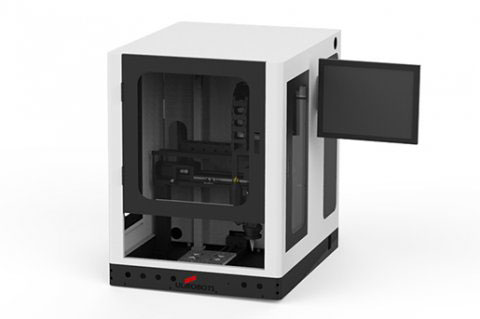
 ULS-231 桌面式精密激光锡焊
ULS-231 桌面式精密激光锡焊 ULS-81S旋转恒温精密激光锡
ULS-81S旋转恒温精密激光锡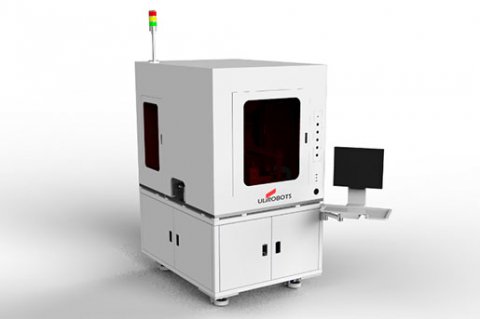 ULS-OL-81SP 在线式锡膏激光
ULS-OL-81SP 在线式锡膏激光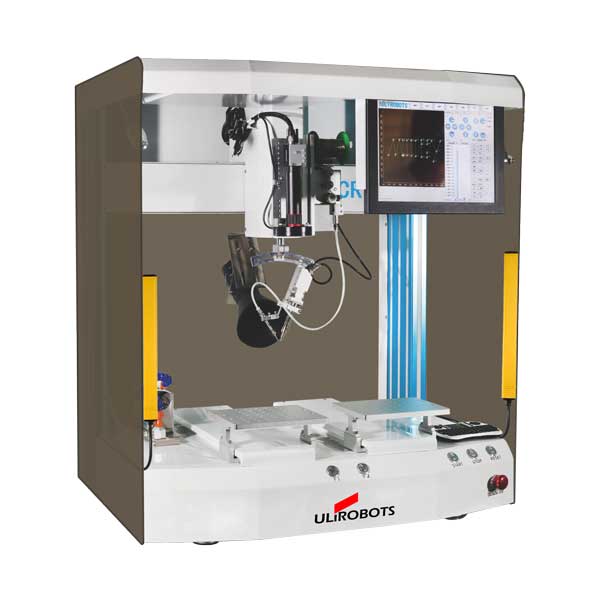 CR520双工位自动焊锡机
CR520双工位自动焊锡机锡膏是进行自动化焊锡一种重要的原材料,广泛应用于SMT以及激光焊锡行业。进行自动化焊锡,锡膏的选型尤为重要。
锡膏选型,首先确定锡膏大类,再根据合金组成、颗粒度及黏度等指标来选择。
- 中温锡膏,又称为有铅锡膏,常见配比为Sn63Pb37。和有铅锡丝一样,具有极佳的焊接性能,但是由于含有重金属铅,在很多领域被明令禁止使用。有铅锡膏具有更好的印刷性能,受SMT行业青睐。
- 高温锡膏,又称为无铅锡膏,常见配比为Sn96.5Ag3Cu0.5。由于近年来人们逐渐重视环保,无铅锡膏应用越来越广泛,常用于汽车电子、医疗电子等中高端产业。由于激光焊锡单独焊点温度灵活可调可控,无铅锡膏更受激光焊锡行业青睐。
- 低温锡膏,常见配比Sn42Bi58,熔点138℃。此类锡膏一般用于不耐热冲击器件的焊接,广泛适用于LED行业,进行LED贴片回流焊焊接。
对于合金组分的指标选择,更常用于SMT行业。一般情况下,选择Sn63Pb37焊料合金组份即可满足焊接要求;但是对于有银Ag或钯Pd镀层器件的焊接,一般选用Sn62Pb36Ag2的合金组份;在焊接不耐热冲击器件时,则会使用低温锡膏即Sn42Bi58合金组份。
颗粒度这一指标,在国外又称之为目数(Mesh)。颗粒度越大目数越小,颗粒度越小与之对应目数越大。按照焊点最小间距来选择颗粒度的大小,间距小,选择颗粒度小的锡膏;反之,间距大,则选择颗粒度大的锡膏。
888048理财婆-理财婆169292三肖三码-理财婆169292将慈善进行到底-理财169292网站彩民一码-169292理财婆绿色关爱公益 黏度指标一般用“即粘度 Pa·S” 单位来表示。黏度在200-600PA·S的锡膏,比较适用于针式点注,常使用于激光焊锡行业。由于SMT工作流程中锡膏印刷完成有一个位移过程,为了保证已贴合元器件不移位,所以要求锡膏有良好粘性及保持时间,高黏度在600-1200PA·S的锡膏,更适用于手工及机械印刷。黏度还和搅拌及温度有关,搅拌常见于SMT行业,搅拌之后粘性降低,静置粘性回升;温度升高粘性降低,温度回落粘性回升。
